Благодаря устойчивости нержавеющей стали к агрессивной среде она никогда не покрывается антикоррозийной защитой. Для придания блеска такому материалу проводится его полировка. Примером могут служить сверкающие медицинские инструменты, посуда или бытовая техника.
Для получения предложений на услуги или поставки материала используйте форму запроса или отправляйте запрос на почту [email protected]
Содержание:
- Варианты полировки
- Механическая полировка
- Электрохимический вариант
- Электролитно-плазменный способ
- Необходимость в полировке

Варианты полировки
Существуют несколько способов полировки нержавеющего материала:
1. Механический
2. Электрохимический.
3. Электролитно-плазменный.
Механический способ полировки является наиболее доступным. Им можно вести обработку небольших партий деталей. Остальные 2 варианта требуют применения специального оборудования.
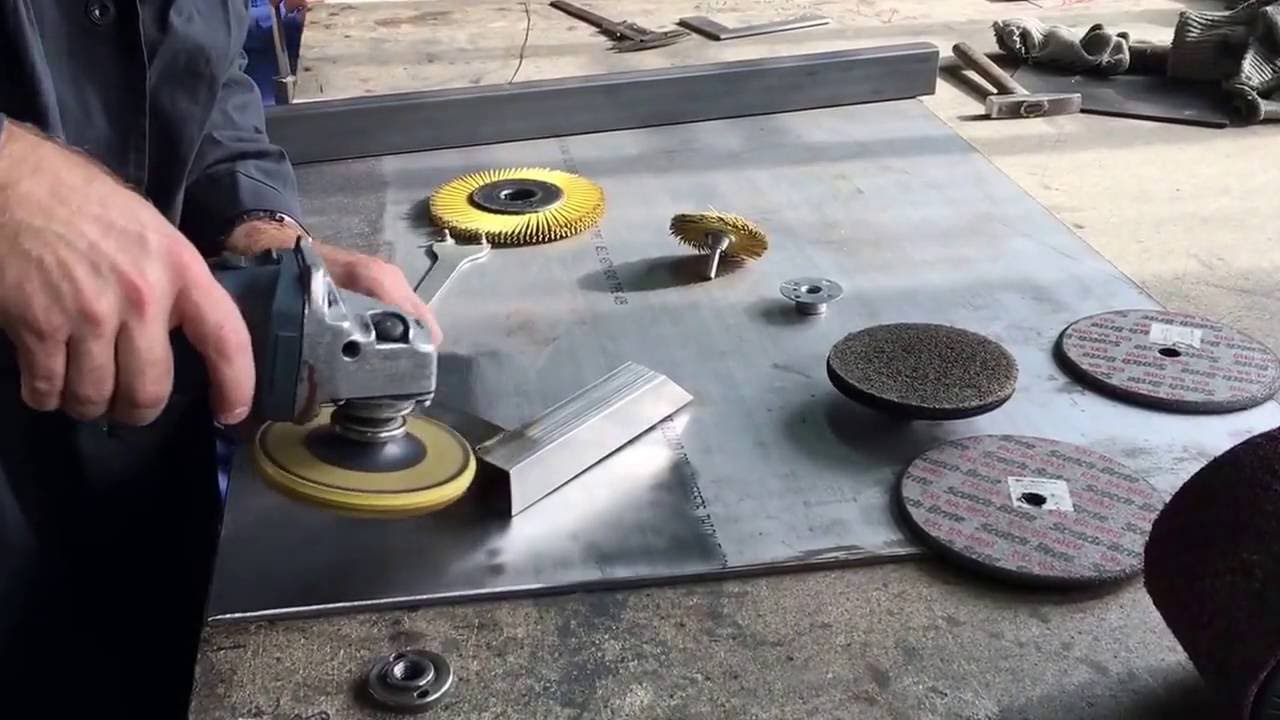
Механическая полировка
Для ведения такого процесса используются инструменты с абразивными зернами. Ими являются круги, диски или валики. Во время работы применяются пасты и суспензии. В процессе обработки материала с его поверхности стираются микронеровности.
Работа проводится с использованием следующего оборудования:
1. Ручного электроинструмента.
2. Полировальных станков.
3. Вибрационных аппаратов.
В качестве полиролей используются вещества, созданные на основе технических масел, жиров, парафина или стеарина. С поверхности обработанного материала они удаляются растворителями.

Электрохимический вариант
Для такого метода обработки изделие помещается в ванну с электролитом. При этом деталь является анодом, а ёмкость катодом. На систему подаётся напряжение. Принцип основан на отрыве положительный ионов от металла, которые перемещаются в направлении отрицательного катода.
С течением времени за счёт отделения большого количества элементарных частиц в детали происходит сглаживание микроскопических дефектов. Величина снимаемого слоя металла зависит от мощности подаваемого напряжения. Преимущество такого способа заключается в том, что есть возможность обработки труднодоступных мест.
В качестве электролита используются раствор серной кислоты. В процессе работы среда подогревается до температуры 70-90 градусов.
Электролитно-плазменный способ
В основе этого варианта обработки лежит тот же принцип. Нержавеющая деталь помещается в ванну с электролитом, но после пропускания тока вокруг неё образуется парогазовая плазменная рубашка. Именно в пределах её пространства и происходит выравнивание микроскопических выступов.
Данный способ полировки выполняется с большой скоростью на промышленных установках. Каждую минуту с поверхности материала удаляется слой в 3 мкм. В качестве электролита используются растворы солей аммония. Их концентрация составляет 3-6%. Преимущество данного способа заключается в его невысокой стоимости и экологической безопасности процесса.
Необходимость в полировке
Потребность в полировке нержавеющих изделий определяется визуально. С течением времени на их могут появиться царапины и повреждения. Если работа проводится в домашних условиях, то следует избегать использования металлических щеток или жёстких мочалок.
На поверхности обработанного изделия формируется матовая плёнка, представляющая собой оксид хрома. Это защитное покрытие предохраняет металл от коррозии и налипания на него накипи.
